螺旋焊管机组用于生产直径 (89~2450)mm×(0.5~25.4)mm,长度6~35m的大直径钢管。其生产方式为连续式和间断式两科,机组采用螺旋式成型,焊接采用预焊和终焊两步进行。先在一台螺旋成型器上进行成型和预焊(点焊),然后在终焊接设备上进行内外埋弧焊接。
螺旋焊管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋焊管的成型器结构形式归纳起来有三种基本形式:
(1)套筒式螺旋成型器。只适用于小口径焊管的成型。它造价低,操作*。
(2)辊式螺旋成删器。辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
(3)芯棒螺旋成型器。这种成型器适合于小直径、薄壁螺旋焊管的成型。但钢管内表面可能因摩擦而被擦伤。
螺旋焊管的每米理论重量计算公式
螺旋焊管交货时分为按实际重量交货或按理论重量交货
实际重量--交货时,其产品重量是按称重(过磅)重量交货;
理论重量--交货时,其产品重量是按钢材公称尺寸计算得出的重量。其计算公式如下(要求按理论重量交货者,需在合同中注明):
螺旋焊管每米的理论重量计算公式:W=0.0246615(D-S)S+0.5
式中:W--螺旋焊管每米理论重量,kg/m;
D--螺旋焊管的公称外径,mm;
S--螺旋焊管的公称壁厚,mm。
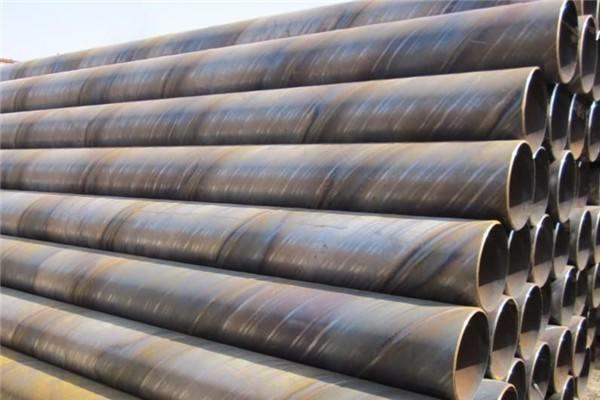
螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。其规格用外径*壁厚表示,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。
工业电视内检设备:检验内焊焊缝外观质量。
磁粉探伤仪:检验大口径钢管近表缺陷。
声波自动连续探伤仪:检验螺旋钢管全长焊缝的横向和纵向缺陷。
声波手动探伤仪:对大口径钢管缺陷的复检、补焊焊缝的检验及水压后焊缝质量。
X射线自动探伤机及工业电视显像设备:检验螺旋钢管全长焊缝的内部质量,灵敏度不低于4%。
X射线拍片设备:对原始焊缝及补焊焊缝进行检验,灵敏度不低于2%。
2200吨水压机及微机自动记录系统:检验每根大口径钢管的承压质量。
原材料检验——校平检验——对接焊检验——成型检验——内焊检验——外焊检验——切管检验——声波检验——坡口检验——外形尺寸检验——X射线检验——水压试验——终检验
为保证产品质量,我们制定了完善的质量计划,现场工作程序及检验、试验计划。
防腐
本项目的防腐要求与国内其它项目相比有较大不同,其主要区别在于:
内防腐材料国内一般采用水泥砂浆,本项目采用无毒环氧涂料(厚度0.4mm)。
外防腐涂层电火花试验电压国内一般为3000伏,高不过5000伏,本项目为10千伏。
防腐螺旋焊管
防腐螺旋焊管
针对以上要求,我们着重抓好以下二方面的工作:
严格打砂工作程序以保证除锈质量,并在1小时内完成内外底漆的喷涂,这是保证防腐质量的根本。
在制定防腐工艺时我们特别要求玻璃丝布首先浸透环氧煤沥青涂剂,半机械滚缠,并对玻璃丝布由人工用滚筒推平的方法操作,以保证外涂层的均匀细密。
内外防腐的管子,放在露天堆场达4个月检验,内涂层没有黄色麻点等不良现象,外防腐层电火花试验仍可达10千伏的要求。
直缝埋弧焊管是用钢板生产的,而螺旋焊管是用热轧卷板生产的。热轧带钢机组轧制工艺具有一系列的优点,具有获得生产管线钢的冶金工艺能力。例如,在输出台架上装有水冷却系统以加速冷却,这就允许使用低合金成分来达到特殊的强度等级和低温韧性,从而改进钢材的可焊性。但这一系统在钢板生产厂基本没有。卷板的合金含量(碳当量)往往低于相似等级的钢板,这也提高了螺旋焊管的可焊性。
需要说明的是,由于螺旋焊管的卷板轧制方向不是垂直钢管轴线方向(其夹解取决于钢管的螺旋角),而直缝钢管的钢板轧制方向垂直于钢管轴线方向,因而,螺旋焊管材料的抗裂性能优于直缝钢管。
焊接工艺
从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
螺旋焊管的优点:
(1)使用同一宽度的带钢能够生产出不同直径的钢管,尤其是可用窄带钢生产大直径的钢管。
(2)同等压力条件下,螺旋形焊缝所承受的应力比直缝小,为直缝焊管的75%~90%,因而能够承受较大的压力。与相同外径的直缝焊管相比较,在承受同等压力的情况下,壁厚可减小10%~25%。
(3)尺寸,一般直径公差不过0.12%,挠度小于1/2000,椭圆度小于1%,一般可以省去定径和矫直工序。
(4)可连续生产,理论上可以生产无限长钢管,切头、切尾损失小,可提高金属利用率6%~8%。
(5)和直缝焊管相比其操作灵活、换品种调整方便。
(6)设备重量轻、初投资少。可做成拖车式流动机组,直接在敷设管道的施工工地生产焊管。
(7)易于实现机械化、自动化。
螺旋焊管的缺点是:由于使用成卷带钢为原料,有一定的月牙弯,且焊接点是在具有弹性的带钢边缘区,因此不易对准焊炬,影响焊接质量。为此,要设置复杂的焊缝跟踪和质量检查设备。
静压爆破强度
经有关对比试验,验证了螺旋焊管与直缝焊管的屈服压力与爆破压力实测值和理论值基本吻合,偏差接近。但无论是屈服压力还是爆破压力,螺旋焊管均低于直缝焊管。爆破试验还显示出螺旋焊管爆破口的环向变形率明显大于直缝焊管。由此证实,螺旋焊管的塑性变形能力优于直缝焊管,爆破口一般只局限于一个螺距内,这是螺旋焊缝对裂口的扩展起了有力的约束作用所致。
韧性和疲劳强度
管道发展的趋势是大口径、高强度。随着钢管直径的加大、所用钢级的提高,产生韧性断裂尖稳扩展的趋势越大。根据美国有关研究机构的试验表明,螺旋焊管与直缝焊管虽然同为一个级别,但螺旋焊管具有较高的冲击韧性。
输送管线由于输量的变化,在实际操作过程中,钢管是承受随机交变载荷的作用。了解钢管的低循环疲劳强度,对判断管线的使用寿命具有重要的意义。
按测定结果,螺旋焊管的疲劳强度与无缝管和电阻焊管相同,试验的数据与无缝管和电阻管分布在同一区内,而比一般的埋弧直缝焊管要高。
防腐螺旋焊管技术
由于螺旋焊管的个体质量比较大,所以必须要堆放在室外,但是这就难避会被日晒雨淋,所以生锈的问题一直困扰着螺旋焊管的储藏时间和条件。所以我们有必要进行关于螺旋焊管的防锈知识的全面解答。
主要使用钢丝刷等工具对钢材表面进行打磨,螺旋焊管的清洗和预热可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若钢材表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
酸洗利用溶剂、乳剂清洗低压流体输送用焊接钢管(焊管)表面,以达到去除油、油脂、灰尘、润滑剂和类似的**物,但它不能去除钢材表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。
一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对螺旋焊管堆码环境造成污染。
合理使用手段对生锈管件进行清理时保证管件长时间的服务于生产,创造多的生产效益。
-/gjihfg/-
http://jipiaodali.cn.b2b168.com