-

云南驰宇建材有限公司
主营:昆明接地镀锌扁铁批发,云南钢模板租售公司,云南止水钢板加工厂家

云南驰宇建材有限公司
主营:昆明接地镀锌扁铁批发,云南钢模板租售公司,云南止水钢板加工厂家 11
11

云南昆明黑方管厂家报价,今天黑方管价格在3600左右,详情可以咨询云南驰宇建材有限公司,品质优,规格齐全,售后好,价格合理。
云南驰宇建材有限公司,品质优,规格齐全,售后好,价格合理。公司经营业服务 1.钢材询价、洽谈、销售、开单; 2.钢材配送;一站式配送到目的地。 3.生产厂、供应、出厂价,供应商、规格表订货, 4.定制加工;电镀锌/冷镀锌/催镀锌/吊镀锌/预镀锌代加工; 5.钢材零售、批发、切割、打孔; 6.可提供相关钢材知识讲解; 7.可提供相关钢材质保书以及相关资料。8.提供(加10%税)
市面上的黑方管和白方管是如何定义,又有哪些区别?
1.低压流体输送用焊接方管也称一般焊接方管,俗称黑材方管,黑方管。是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢方管。方钢管接壁厚分为普通钢方管和加厚钢方管。方钢管的规格用公称口径和壁厚(mm)表示。习惯上常用口径表示,如200方等。低压流体输送用焊接钢方管除直接用于输送流体外,还大量用作钢结构、幕墙结构以及、机械制造、船舶工业、汽车工业等的钢方管。
2.低压流体输送用镀锌焊接钢方管也称镀锌电焊钢方管,俗称白方管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)钢方管。方管接壁厚分为普通镀锌钢方管和加厚镀锌钢方管;接管端形式分为不带螺纹镀锌钢方管和带螺纹镀锌钢方管。
本公司另有非标方管产品价格*优惠,欢迎电话垂询详细价格!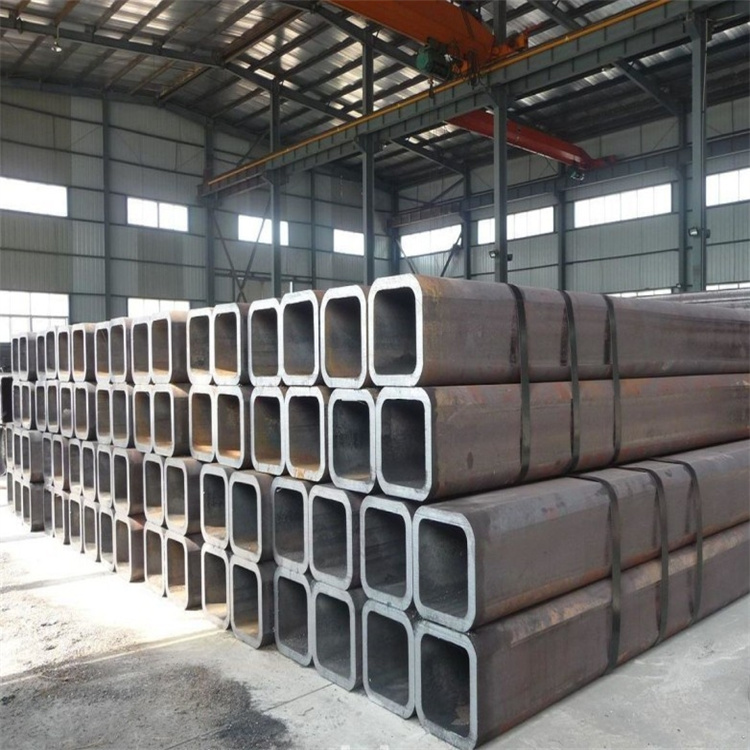
矩形管焊接规范的工艺试验和工艺分析
焊接规范通过工艺试验和工艺分析,确定矩形管对接焊缝采用双二氧化碳气体保护电弧焊。焊接材料h08mn2sia,1.2毫米线;纯二氧化碳气体保护气体。**层的焊接电流为200~250 A,240~之东,二层;电弧电压是24~26v。工艺要求是:**层焊缝必须保证良好的焊接,形成在后;焊接电流,电弧电压,送丝速度和焊接速度根据设备式调节器。
矩形管焊接规范的工艺试验和工艺分析
焊接规范通过工艺试验和工艺分析,确定矩形管对接焊缝采用双二氧化碳气体保护电弧焊。焊接材料h08mn2sia,1.2毫米线;纯二氧化碳气体保护气体。**层的焊接电流为200~250 A,240~之东,二层;电弧电压是24~26v。工艺要求是:**层焊缝必须保证良好的焊接,形成在后;焊接电流,电弧电压,送丝速度和焊接速度根据设备式调节器。
焊接顺序减少变形的矩形,焊接顺序应按以下原则:从中间向两边对称分层分段焊接,焊接变形,通过焊接小,有利于应力扩散和释放,避免在焊接生产复杂应力。通过摆动焊接,焊接开始形成的狭窄区的塑性变形只发生一次,因连续摆动焊接,热输入,加热面积大,压缩塑性变形引起的面积大,所以焊接收缩变形大。
方管的热浸镀锌简要介绍
热浸镀锌也叫热镀锌,其原理简单的说即是将已清洗洁净的铁件,经由Flux 的润湿作用,浸入锌浴中,使钢铁与熔融锌反应生成一合金化的皮膜。良好的热浸镀锌作业,应是各流程均在严格的管制下,彻底发挥该流程的功能。且若前*程的操作不善,会造成后续流程的连锁不良反应,而大量增加作业成本或造成不良热浸镀锌产品。若前处理不良,则熔锌无法与钢铁正常完全反应,形成较**的镀锌皮膜组织。若后处理不良,则破坏镀锌皮膜外观,降低商品价值等。
方管的热浸镀锌简要介绍
一、热浸镀锌概述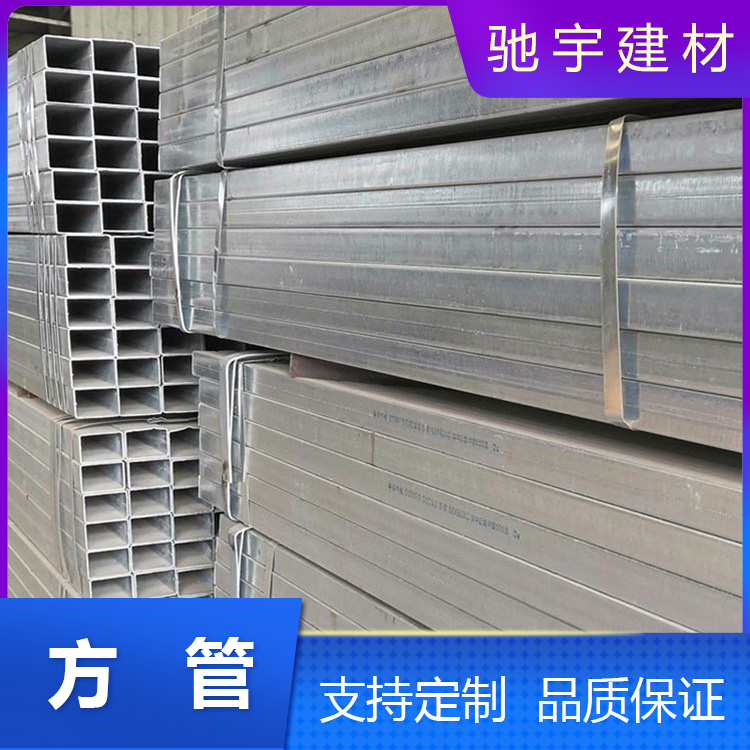
热浸镀锌也叫热镀锌,其原理简单的说即是将已清洗洁净的铁件,经由Flux 的润湿作用,浸入锌浴中,使钢铁与熔融锌反应生成一合金化的皮膜。良好的热浸镀锌作业,应是各流程均在严格的管制下,彻底发挥该流程的功能。且若前*程的操作不善,会造成后续流程的连锁不良反应,而大量增加作业成本或造成不良热浸镀锌产品。若前处理不良,则熔锌无法与钢铁正常完全反应,形成较**的镀锌皮膜组织。若后处理不良,则破坏镀锌皮膜外观,降低商品价值等。
二、热浸镀锌的特点
1.整个钢材表面均受到保护,无论在凹陷处管件内部,或任何其它涂层很难进入的角落,溶化锌均很*均匀的覆盖上。
落地镗铣 2.镀锌层的硬度值比钢材还大。较上层的Eta layer 只有 70 DPN 硬度,故易受碰撞而凹入,但下层Zeta layer 及 delta layer 分别有179及211 DPN 硬度值比铁材的159 DPN硬度值较还高,故其抗冲击及抗磨耗性均相当良好。
3.在边角区,锌层往往比其它地方还厚,且有良好的韧性及抗磨耗性。而其它涂层在此边角处,往往是较薄较不易施工,较易受伤害处,故常须再维护。
4.即使因受很大的机械伤害或其它原因。造成一小部份的锌层脱落,将铁基裸露,此时,周围锌层就会发挥牺牲阳极的功能,来保护此处钢铁,使其不受侵蚀。而其它涂层则刚好相反,锈会马上生成,且*漫延至涂层下面,引起涂层剥落。
5.锌层在大气中的消耗是非常缓慢的,约为钢铁腐蚀速率的1/17至1/18,且是可预估的。其寿命远**过其它任何涂层。
6.镀层寿命在某一特定的环境下,主要视镀层厚度而定。而镀层厚度又受钢铁厚度而决定,即越厚的钢铁易得较厚的镀层,故同一个钢构中厚的钢铁部位一定也得到较厚的镀层,以保证得到更长的寿命。
7.因美观、艺术,或在特定严重腐蚀环境使用时,镀锌层可再施以上漆处理duplex system,只要漆的系统选用正确、施工*,其防蚀效果比单独上漆及热浸锌寿命加起来还要好上1.5~2.5倍。
8.用锌层来保护钢铁,除了热浸镀锌法外,尚有其它数种方法,其优劣比 较如表3,一般使用较广、防蚀效果较好且经济效益较佳者,为热浸镀锌法。
三、热浸镀锌的判定标准及方法
1.附着量
耐蚀性主要决定于镀锌层的厚度,故量测厚度常为主要判定镀锌质量好坏的根据,镀锌层受钢材表面的成分、组织、结构不同而有不同的反应,另进出锌溶液的角度、速度亦有很大的影响。故预得完全均一的镀层厚度,实际上不太可能。所以量测附着量**不能以单一点(部位)来判定,必须要量测其单位面积(㎡)平均附着锌重(g)才有意义。
量测附着量的方法有很多种,如破坏性的切片金相观测法、酸洗法,非破坏性的膜厚计法、电化学法、进出货重量差估计法等。一般常用的为膜厚计法及酸洗法。
膜厚仪(镀层测厚仪)为一利用磁场感应来量测锌层厚度较普遍省事的方法,其基本条件为钢铁表面必须平滑、完整,才可得较准确数字。故在钢材边角处或粗糙、有角度钢件或铸件等,均不太可能会的一准确的数字。普通铁件用原铁材当归零基材,尚可得相当准确的数字,铸件就**不准确了。
酸洗法为正式检验报告用,较准确的方法,惟切片时必须注意上下部位的公平取舍,才可得准确数字。但其亦有缺点,如费时甚多,复杂钢材面积不易求得,太大件无法整个酸洗等。故充分利用膜厚计来控制现场制程,而用酸洗法来做最后检测,就已经足够了。
2.均一性
热浸镀锌钢铁较易生锈的部位,仍是锌层较薄的地方,故必要测其较薄部位是否符合标准。
均一性的试验法,一般都用铜试验,但此方法对于由锌层和合金层组成的镀锌层皮膜测试很有问题。此因锌层与合金层在铜试验液中的溶解速度不同,合金层中也因锌/铁的比率差异而不同。所以,以一定浸渍时间的反复次数来判定均匀性并不是很合理。
因此,较近欧美规格及JIS中,均有废止此试验方法的倾向,以分布取代均一性,以目视或触感为主,必要时才用膜厚计检查分布状态。
又形状复杂的小构件因面积量测不易,不易求得平均膜厚,有时不得不用铜试验法来做参考,但绝不能以铜试验取代附着量测定的目的。
3.坚实性
所谓坚实性就是镀锌层与钢铁密合性,主要要求镀锌构件在整理、运搬、保管及使用中具有不得剥离的性质,一般检验法有锤打法、挤曲法、卷附法等。
锤打法是以锤打击试片,镀层皮膜表面的状态。把试片固定,免得因锤支持台等高且水平,锤以支持台为中心,使柄重垂直位置自然落下,以4mm间隔平行打击5点,观察皮膜是否剥离以为判断。但是,距离角或端10mm以内,不得作此试验,同一处不可打击2次以上等。此法较普遍,适用于锌、铝等皮膜坚实测试。其它如挤曲法、卷附法一般很少用,故暂且不提。
一般人常有一种错误观念,往往为了方便量测坚实性,拿两个镀锌钢材,以边角互相敲击,观察边角剥落情形以为判断。若边角处刚好有几处较厚的锌粒。在作业中没处理好,则一用力敲击,厚的锌粒一定会剥落。故此法不能用来判定正常镀锌皮膜与铁基的密合性。
附着量、均一性及坚实性,即为一般规格定义热浸镀锌质量检验的项目。亦是一般正式检验报告的标准。
