-

-
云南驰宇建材有限公司
yunnanchiyu
18788473208


热门搜索:
强度特点
管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/2,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。
根据以上特点可知:
A.螺旋焊管发生爆破时,由于焊缝所受正应力与合成应力比较小,爆破口一般不会起源于螺旋焊缝处,其安全性比直缝焊管高。
B.当螺旋焊缝附近存在与之相平行的缺陷时,由于螺旋焊缝受力较小,故其扩展的危险性不如直焊缝大。
C.由于径向应力是存在于钢管上的大应力,所以焊缝处于垂直应力这一方向时承受大载荷。即直缝承受的载荷大,环向焊缝承受的载荷小,螺旋缝介于二者之间。
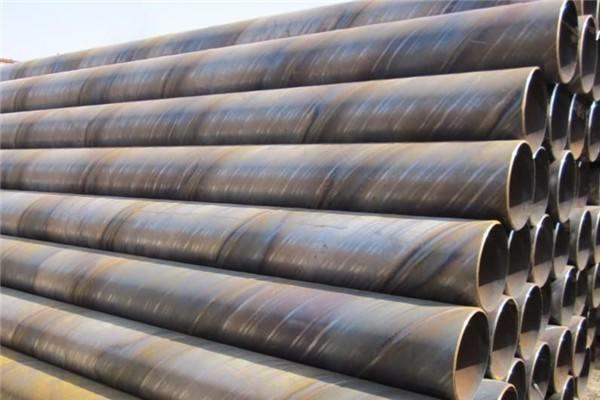
螺旋焊管的优点:
(1)使用同一宽度的带钢能够生产出不同直径的钢管,尤其是可用窄带钢生产大直径的钢管。
(2)同等压力条件下,螺旋形焊缝所承受的应力比直缝小,为直缝焊管的75%~90%,因而能够承受较大的压力。与相同外径的直缝焊管相比较,在承受同等压力的情况下,壁厚可减小10%~25%。
(3)尺寸,一般直径公差不过0.12%,挠度小于1/2000,椭圆度小于1%,一般可以省去定径和矫直工序。
(4)可连续生产,理论上可以生产无限长钢管,切头、切尾损失小,可提高金属利用率6%~8%。
(5)和直缝焊管相比其操作灵活、换品种调整方便。
(6)设备重量轻、初投资少。可做成拖车式流动机组,直接在敷设管道的施工工地生产焊管。
(7)易于实现机械化、自动化。
螺旋焊管的缺点是:由于使用成卷带钢为原料,有一定的月牙弯,且焊接点是在具有弹性的带钢边缘区,因此不易对准焊炬,影响焊接质量。为此,要设置复杂的焊缝跟踪和质量检查设备。